分類: 専用高速モードシステムをパンチ
国: 台湾
電話番号: 886-4-8345196
ファックス: 886-4-8345197
連絡先: Victor Lim
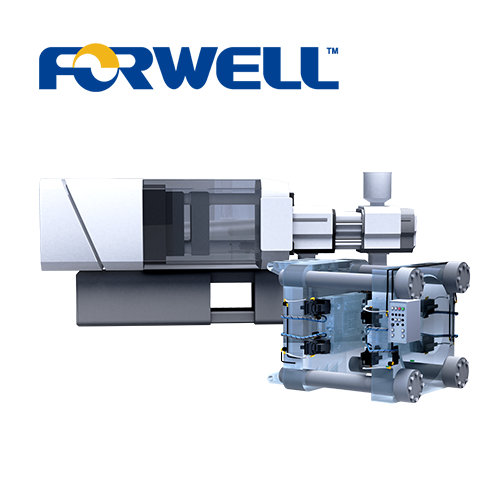
Forwell のクイック ダイ チェンジ システムは、油圧式および機械式パワー プレスおよびプレス生産ライン用に特別に設計できる自動金型交換システムです。このシステムは、金型交換プロセスを自動化し、ワークショップの速度、効率、生産性を向上させます。クイックダイチェンジシステムは、金型交換時間を短縮するだけでなく、多品種少量生産を促進し、生産管理を効率化します。
クイック ダイ チェンジ システムは、生産効率を高めるだけでなく、全体的な作業環境を改善するため、大手メーカーの標準になりつつあります。自動金型交換システムは、機械加工の要件に合わせて特別に構築でき、金型交換中の機械のアイドル時間を大幅に短縮し、競争力を高めます。油圧式および機械式のプレス機械にクイック ダイ チェンジ システムを取り付けることには、間接的なメリットも数多くあります。
第一に、自動操作は人件費を削減するだけでなく、ワークショップでの事故やオペレーターの身体的ストレスも減らし、生産性を高めます。第二に、すべての金型を変更せずに交換できるため、標準化された金型とプレス機器を使用できるため、コストを節約できます。最後に、複数のプレスが単一のクイック ダイ チェンジ システムを共有できるため、コストをさらに節約し、効率と生産性を向上させることができます。
クイック ダイ チェンジ システムは、生産効率を高めるだけでなく、全体的な作業環境を改善するため、大手メーカーの標準になりつつあります。自動金型交換システムは、機械加工の要件に合わせて特別に構築でき、金型交換中の機械のアイドル時間を大幅に短縮し、競争力を高めます。油圧式および機械式のプレス機械にクイック ダイ チェンジ システムを取り付けることには、間接的なメリットも数多くあります。
第一に、自動操作は人件費を削減するだけでなく、ワークショップでの事故やオペレーターの身体的ストレスも減らし、生産性を高めます。第二に、すべての金型を変更せずに交換できるため、標準化された金型とプレス機器を使用できるため、コストを節約できます。最後に、複数のプレスが単一のクイック ダイ チェンジ システムを共有できるため、コストをさらに節約し、効率と生産性を向上させることができます。
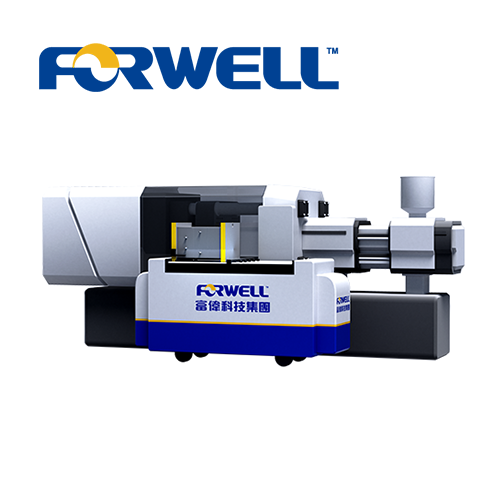
FORWELL Q.D.C.S パンチ プレス用クイック ダイ チェンジ システムは、さまざまなパンチ ダイ用のさまざまなクイック ダイ チェンジ特殊コンポーネントを提供します。 このシステムの使用は、パンチ プレスのアイドル時間を短縮するだけでなく、生産能力の向上を大幅に促進し、より多くの生産管理を実現します。 合理化。
このクイック金型交換システムには複数の機能があり、さまざまな生産条件で使用できます。 たとえば、短期間に多品種の製品を生産する必要がある場合、このようなシステムを使用すると、多くの時間と労力を節約できます。 同時に、このシステムは、企業が生産ラインの自動化を実現し、人件費を削減し、生産効率を向上させるのにも役立ちます。 さらに、この種のシステムは、企業が製品の品質を向上させ、生産プロセスにおける無駄と損失を減らすのにも役立ちます。 したがって、この迅速な金型交換システムを使用することは非常に賢明な選択であり、企業が市場競争と変化する消費者の要求にうまく対処するのに役立ちます。
- さまざまなパンチ金型の迅速な金型交換のためのさまざまな特殊コンポーネントを提供できます
- パンチプレスの休止時間を短縮するだけでなく、生産能力の向上を大幅に促進し、より合理的な生産管理を実現します
- さまざまな生産条件で使用できます
- 特に多数の異なるタイプの製品を短期間で生産する必要がある場合、多くの時間と労力を節約できます
- 企業が生産ラインの自動化を実現し、人件費を削減し、生産効率を向上させるのに役立ちます
- 企業が製品の品質を向上させ、生産プロセスの無駄と損失を減らすのに役立ちます
- この迅速な金型交換システムを使用することは非常に賢明な選択であり、企業が市場競争と変化する消費者の要求に対処するのに役立ちます
| 前 | 後 |
| 01 手動操作 | オートメーション。 作業効率が向上し、マンパワーの無駄が少なくなります。 |
| 02 金型交換時、締付けに時間と人手がかかる。 | 金型交換時、操作パネルの操作ボタンを押すだけで素早く簡単にロック。 時間の節約になります。 |
| 03 作業者によって締め付け力は異なります。 | 新しい装置はクランプ力が同じであることを保証し、より安全な操作を可能にします。 |
| 04 オペレーターは多くの人手を浪費し、負傷者が増加しました。 | 操作パネルだけで、現場の人員は人員を節約するだけでなく、労働安全事故の発生率を減らすことができます。 同時に、新しい機器は、現場の人員の作業強度を軽減することもできます。 |
| 05 ネジが緩んでいる間はアラーム通知がありません。 | 新しい装置には安全警告機能があり、問題が発生した場合、機械は自動的に停止して安全を確保します。 |
Forwell クイック ダイ チェンジ システムは、小規模から大規模なプレス作業の効率と安全性を高めます。ニーズに最適なシステム構成については、次のセクションを参照してください。 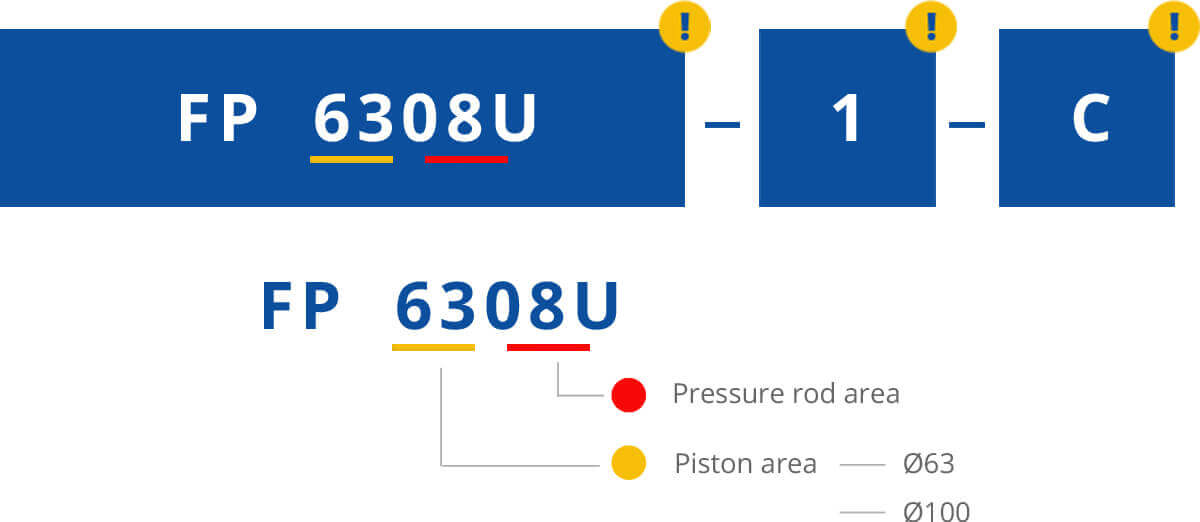
| 基本的なクランプの選択 ダイ U スロットが提供されている場合は、TX クランプを選択します。 金型U溝がない場合はTYクランプを選択してください。 | 必要なクランプ力を決定する クランプ力 = プレストン数の 20% | 上型から下型の型締力分布 上型のプレストン数を高めます。 上部クランプ力と下部クランプ力の比率=3:2 (片型クランプ力)=(上型または下型クランプ力)÷クランプ数 | 必要なクランプの数を決定する方法 金型の寸法と構成、およびプレスの T スロットの配置に従って、クランプの数を決定します。 |
| ねじボルト | M16 | M18 | M20 | M24 | M30 | M38 |
| クランプ力(tf) | 3 | 4 | 5 | 10 | 15 | 20 |
金型の寸法と構成、およびプレスの T スロットの配置に従って、クランプの数を決定します。
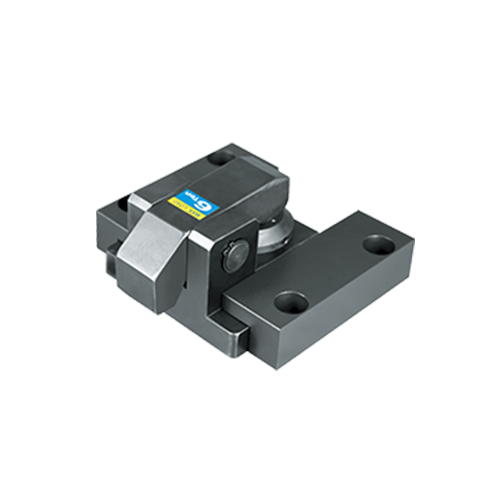
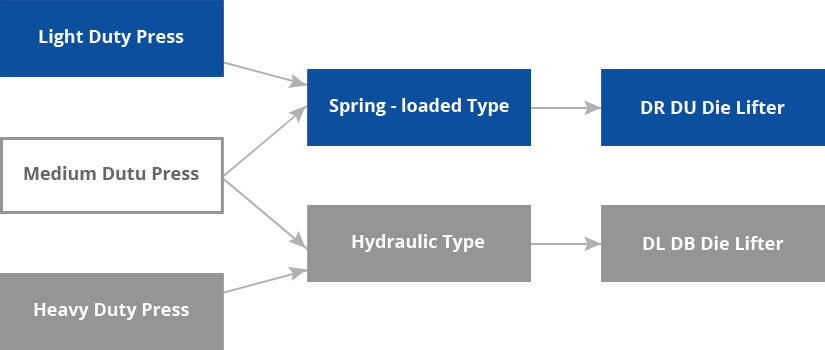
ダイリフタの選定
スプリング式油圧ダイリフタを選択
必要なプレストン数、ダイの重量、ダイの位置決め精度に応じて、バネ式 (DR DU) または油圧式 (DL) のダイリフタを選択します。
スプリング式油圧ダイリフタを選択
必要なプレストン数、ダイの重量、ダイの位置決め精度に応じて、バネ式 (DR DU) または油圧式 (DL) のダイリフタを選択します。
| 選定基準 |
ダイリフタ |
リフト容量 |
ダイリフタ最大積載質量 |
Uスロットサイズ |
付属品 |
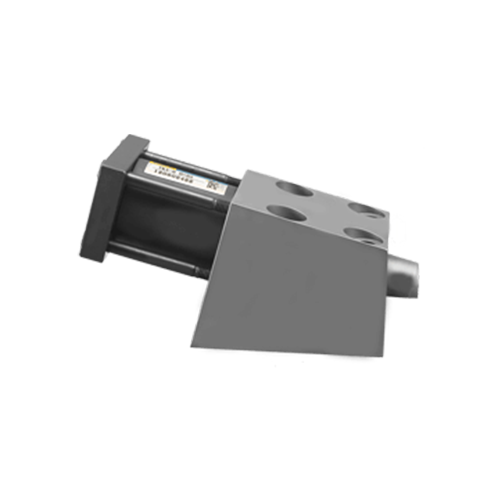
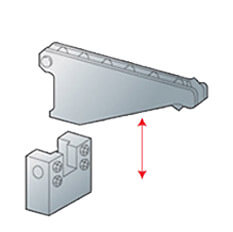
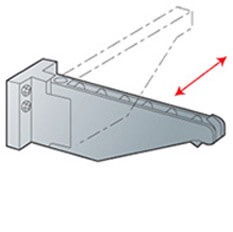
ダイアームの選択
RC着脱式
RD ドロップダウン タイプ
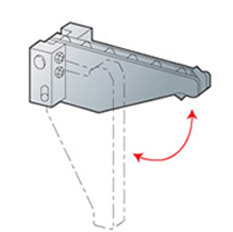
RE/RFフォールディングタイプ
RC着脱式
RD ドロップダウン タイプ
RE/RFフォールディングタイプ
| 選定基準 |
ダイ寸法 |
ダイアーム最大積載質量 |
タイプ |