






ディスクカップリング
カテゴリー : 変速機・モーター・駆動システム
(1)無潤滑:潤滑剤が不要で、滑りや摩擦がないため、騒音や傷みが発生しません。 (2)メンテナンスフリー:「設置後はそのままにしておいてください」正しく使用されている限り、永久に使用できます。 (3)軽量、高トルク:操作により、幅広い範囲で使用できます。軽量化のためにアルミ合金で作ることができます。 (4)大規模オフセンタリング可能:オフセンタリングの範囲が広いため、あらゆる種類の伝送システムで柔軟に使用できます。 (5)高温用途に適しています:オールメタルパー構造により、高温に適しています。 (6)バックラッシュフリー:優れたねじり剛性を備えています。精度が要求される軸回転と位相制御付きの機械に最適です。 (7)さらに高速で使用可能:バックラッシュがなく軽量であるため、バランスが取れています。 (8)取り付けが簡単:過去数が少なくコンパクトなため、素早く取り付け/取り外しができます。 (9)堅牢な構造と高い安全係数:負荷応力を低い水準に保ち、非常に高い安全係数で動作します。 (10)自動保護装置:損傷した場合、自動保護装置がパッドを介して回転します。

Detergent for descale and oil
Detergent for limescale and industrial oil : DD-Descaler for prevnet scale build up, GC-S for industrial oil cleaning.




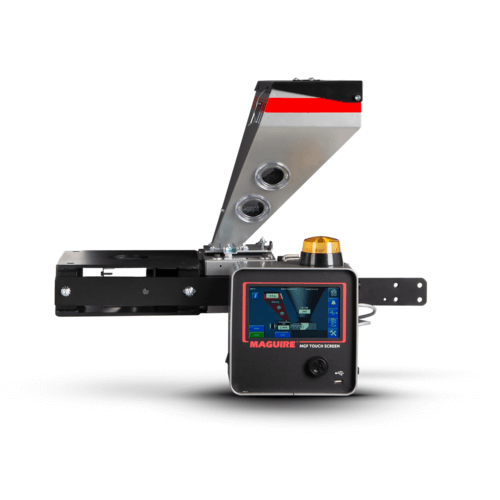
MGF Gravimetric Feeders
カテゴリー : 測定機器
Robust hardware, integrated with industry-leading software control to achieve repeatable consistent dosing accuracy. Unique twin load cell technology Dosing accuracy ± 0.2% on 1% setting Feeder ideal for all molding and extrusion processes

DeltaMax® 5000a
カテゴリー : 添加剤
The newest product in the DeltaMax family, this performance modifier is designed for polypropylene (PP) producers. Maximum impact strength and melt flow without compromising stiffness Formulated for enhanced dispersion of rubber content Effectiveness at low loadings
